

- Home
- Companies
- Micropore Technologies Ltd.
- Services
- Micropore - Biodegradable Polymeric ...
Micropore - Biodegradable Polymeric Materials for Drug Delivery
Commercialisation of sustained release formulations began in the 1970s with PLA & PGA used for surgical implants and sutures. PLGA (Poly (lactic acid-co-glycolic acid)) quickly emerged as the most important biocompatible, non-toxic polymer with numerous applications in drug delivery, tissue engineering, medical and surgical devices.
The development of biodegradable polymers represents a revolution in medicine spanning over 50 years and leading to significant biotechnological advancements in drug delivery, biomaterials, tissue engineering, and medical device development while bringing together chemists, engineers, biologists, and physicians in a unique and collaborative manner. The time frame of this revolution mirrors discoveries of more potent therapeutics in the form of peptides, proteins, nucleic acids, and other bioactive molecules. Lactide and glycolide homo- and copolymers have been used for drug delivery applications because they can be fabricated into a variety of morphologies, including microparticles, by a variety of techniques. Bio compatible, biodegradable polymers have an obvious advantage that, after performing their function, they degrade into nontoxic monomers which are either metabolized or excreted from the body. The risk of longterm toxicity or an immunological reaction when ompared with nondegradable systems is thereby minimized. Varying the drug-to-polymer ratio and molecular weight and composition of the polymer can modify the extent and level of drug release.
Furthermore, sensitive drugs such as peptides and proteins may be protected against chemical and enzymatic degradation when entrapped in microspheres. Other copolymers have been developed, such as the SynBiosys range of multi-block polymeric materials from InnoCore Pharma, giving improved control over physico-chemical and degradation characteristics. Designing a sustained release dosage form requires an understanding of the physicochemical and biological properties of the chosen polymer, whereas successful microencapsulation depends on the selection of an appropriate manufacturing method. Availability of only ca. 20 different drug products in 30+ years indicates that the development of injectable, long-acting depot formulations is challenging. The advantages of long-acting formulations include improved patient compliance and convenience, and a lower dose of drug relative to the daily oral regimen.
The question is what makes it so difficult to develop long-acting PLGA formulations? Firstly, the bioavailability of injectable long-acting formulations is extremely challenging to predict based on the drug properties, making it difficult to predict in vivo drug efficacy. In addition, minor changes in the in-vitro release conditions can have a dramatic effect on the resultant release profile. More importantly, many longacting PLGA formulations have a significant initial burst release. Only a few formulations show delayed drug release. Neither huge initial burst release nor delayed release is typically desirable. There are only three possible ways for drug molecules to be released from a PLGA-base drug delivery system: (i) transport through water-filled pores, (ii) transport through the polymer, and (iii) due to dissolution of the encapsulating polymer. Transport through water-filled pores (diffusion) is the most common way of release, as the encapsulated drug is usually a biopharmaceutical, such as a protein or a peptide, which are too large and too hydrophilic to be transported through the polymer phase. The most common way of transport through water-filled pores is diffusion.
The most common production method, the solvent evaporation process, involves emulsification. There are two types of emulsion processes: single emulsion and double emulsion. In the single emulsion process, an appropriate amount of PLGA is dissolved in an organic solvent, e.g. dichloromethane (DCM), containing the API. The solution containing API and polymer is then emulsified by addition to aqueous solution containing surfactant or emulsifying agent to form an oil in water emulsion. When the stable emulsion is formed, the organic solvent is allowed to evaporate either by reducing the pressure or by continuous stirring. As the solvent evaporates, the dissolved polymer precipitates to convert the droplets of polymer into microspheres. The resultant solid microspheres are then sieved, washed and dried under appropriate conditions to give a final microsphere ready for injectable formulation.
Micropore Technologies provides aseptic membrane devices for the formation PLGA microspheres from lab scale to full scale manufacturing. Micropore harnesses the well-established solvent evaporation method of production with its multi-award winning membrane emulsification (ME) technology. ME offers a narrow size distribution (CV <20%) at tuneable sizes between 5-500 μm through its precision engineered technology.
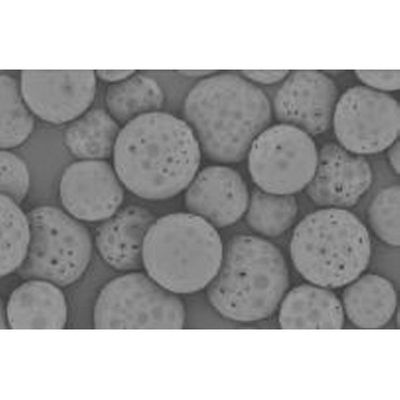
In Client data demonstrates that at least 30% of microspheres made by traditional homogenisation are over- or under-size and require removal through laborious and time-consuming sieving. The company has examples where the material discard rate has been as high as 80-90%. The shear forces used in ME are less than 50% of those required to lyse viable cells. This gentle process results in almost no degradation of sensitive APIs compared with 40-60% degradation when homogenisation is the method chosen for microsphere encapsulation. Furthermore, because Micropore’s ME process is an inherently gentle process, it results in very high-quality microspheres when using a double emulsion process, because the primary emulsion is not broken during secondary emulsification. Figure 1 shows PLGA microspheres, 85% loaded with leuprolide acetate, made by this method. Encapsulation efficiency is also high at 95% compared with traditional homogenisation at 70%.
Micropore’s value proposition is based on 3 key elements:
- No product degradation
- Right size first time
- Reduced compliance issues
This translates into the following benefits:
- Reduced operating costs through:
- significantly increased overall yield (if input feed = 100%) Homogenisation yields: 10 – 35% Micropore yields: 88 – 93%
- removal of process steps to achieve the right size
- energy reduction by 70%
- Reduced degraded debris results in reduced need for ADME / Tox / etc. testing.
- Reduced Capex and small footprint
- Improved patient compliance because of reduced needle size and lower overall dose.